工場紹介
川越工場の特長
- FDA、ANVISA、Health Canada、EU(VMD)など世界主要国のGMP認証を取得
- 開発段階の小スケールから大スケールまでの治験薬、医薬品製造から、低温度管理を要するバイオ医薬品や再生医療等製品の検査・包装が可能
- メディカルデバイスセンターでは医療機器や コンビネーション製品*の検査・包装も可能
*医療機器と医薬品(生物製品を含む)を組み合わせたCombination Products
川越工場の沿革
1981年に、現在のノバルティス・ファーマ社の前身であるサンド薬品により、欧州のコンセプトに基づいた設計監理で建設されました。
川越工場の規模と設備
約 65,000m² の敷地面積に延床面積約 41,000m² の規模であり、将来に向け発展可能な余地を充分に持ち備えています。
約180mある廊下棟を中心に、製剤棟、包装棟、倉庫棟、設備棟、QC試験エリアなど機能ごとに分けられた棟が連結して配置されています。メディカルデバイスセンターは別棟に配置されています。
川越工場 レイアウト
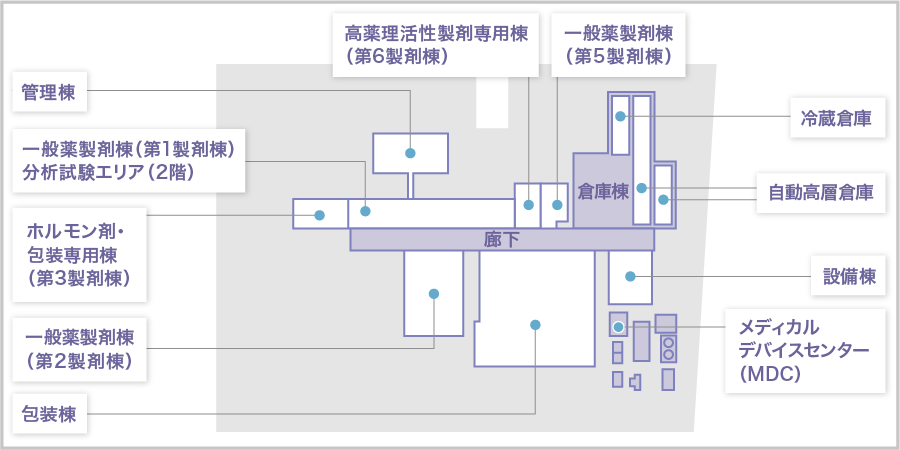
川越工場 製剤棟
第1製剤棟:一般薬製剤棟
第2製剤棟:一般薬製剤棟
第3製剤棟:ホルモン剤製造・包装専用棟
第5製剤棟:一般薬製剤棟
第6製剤棟:高薬理活性製剤製造・包装専用棟
各製剤棟の管理
専用空調設備:全ての製剤棟
交叉汚染防止:クリーン廊下側をプラス圧、製造室をマイナスにすることで製造室からクリーン廊下への拡散を防止する差圧管理
製造エリア:清浄度クラス10万、室温18℃~28℃、湿度40%RH~60%RHを維持管理(一部を除く)
第2製剤棟:バーチカル・フロー・システム(垂直輸送)を導入し夜間も稼動できる無人化と自動搬送システムを利用した効率化
川越工場 包装棟
固形剤
一次包装エリア
二次包装エリア
注射剤
二次包装エリア
各包装棟の管理
一次包装エリア:清浄度クラス10万、室温18℃~28℃、湿度40%RH~60%RHを維持管理(一部を除く)
二次包装エリア:室温18℃~28℃を維持管理(一部を除く)
交叉汚染防止と作業環境を整える目的から、全ての包装ラインはパーティションで区画
川越工場 倉庫棟
自動高層倉庫1
自動高層倉庫2
冷蔵倉庫
各倉庫棟の管理
自動高層倉庫とAGVシステム(自動搬送車)とがコンピューターで管理された、倉庫、廊下棟、各製造棟への搬送で無人化された物流システム
冷蔵倉庫は万一の送電ストップ時対応のバックアップ電源を保有
危険物専用の保管庫を完備
各倉庫棟のスペック
| 温度管理 | 収納可能パレット数 | 主な保管 | |
|---|---|---|---|
| 自動高層倉庫1 | 8℃~25℃ | 3,400 パレット | 原材料・中間製品・最終製品・資材 |
| 自動高層倉庫2 | 1℃~30℃ | 1,900 パレット | |
| 冷蔵倉庫 | 2℃~8℃ | 498パレット | 冷蔵保管が必要な製品すべて |
-
自動高層倉庫1
- 温度管理
- 8℃~25℃
- 収納可能
パレット数 - 3,400 パレット
- 主な保管
- 原材料・中間製品・最終製品・資材
-
自動高層倉庫2
- 温度管理
- 1℃~30℃
- 収納可能
パレット数 - 1,900 パレット
- 主な保管
- 原材料・中間製品・最終製品・資材
-
冷蔵倉庫
- 温度管理
- 2℃~8℃
- 収納可能
パレット数 - 約 498パレット
- 主な保管
- 冷蔵保管が必要な製品すべて
川越工場 メディカル
デバイスセンター
医療機器やコンビネーション製品※の検査と包装を管理
※医療機器と生物製品を含む医薬品を組み合わせたCombination Products
川越工場 主な業許可
医薬品製造業、医療機器製造業、動物医薬品製造業など。
その他の業許可および詳細情報はダウンロードしてください。


お問い合わせ
医薬品受託製造専門会社ならではの豊富な経験、蓄積されたノウハウを活かし、 ご要望に合わせた支援をいたします。